How to choose between a stationary or mobile Concrete Batching Plant
Choosing between a stationary and a mobile concrete batching plant is one of the most strategic decisions for those who produce concrete. The concept of mobility, in fact, represents an important if not essential factor in positioning in the construction market: time, costs, and operational flexibility all depend on it.
Characteristics of stationary or mobile plants
Stationary Concrete Batching Plants
Stationary plants are ideal when handling large production volumes. Aggregate storage plays a fundamental role in the footprint of the final layout: optimizing this element is one of the major challenges in the plant sector. Vertical development helps make use of even the smallest spaces, which can then be left free for vehicle movements such as concrete mixers or trucks.
Advantages of stationary plants:
protection from external elements: both the mixer group and the hopper group can be fully enclosed for total protection from bad weather or extreme temperatures
robustness and reliability: a solidly built plant, well anchored to the ground, guarantees long-term reliability and durability
strategic maintenance: in a stationary plant it is possible to design access stairs, service platforms, walkways, and portals to reach all the most critical points and facilitate maintenance
special plants: customized plants are the ideal solution when dealing with particular layouts or environments. Studying how to test a mixer on an existing plant or even installing a plant next to one already in place (as sometimes happens in precast). Limited and narrow spaces with small surfaces are the daily challenges for the engineers leading the project: long or radial conveyors, semi-driveable ramps, bucket elevators, single or double skips combine to find the most suitable solution for the customer.
Mobile Concrete Plants
Mobile plants allow the production of considerable quantities of concrete while offering the possibility to be easily and quickly installed from one site to another.
Advantages of mobile plants:
minimal civil works: mobile plants make it possible to start production quickly, saving time and money on foundation works
modular structure: a modular configuration allows the plant to be easilyrelocated according to needs, adapting the layout to different job-site spaces; compactness helps reduce assembly times and overall footprint
pre-assembly: preassembled and pre-wired plants save time and resources during installation and testing
service containers: containers become the best allies when talking about modularity. In addition to being easy to transport and stackable to save space, they are weather-resistant and can be insulated for colder temperatures. Inside, they contain everything necessary for the plant, such as electrical panels/control cabin/washing system/additive or water tanks.
How to Choose a Concrete Batching Plant
There is no right or wrong choice, but it is important to understand how to find the solution that best fits our needs: much depends on the initial situation, particularly the area designated for the plant, the production timelines required for the works to be completed, or the final application (ready-mix, precast…).
To simplify, we can refer to a few examples:
In the case of a precast concrete manufacturer (sandwich walls, beams, hollow-core slabs, etc.), the facility is by definition a true production unit that must supply a dedicated system (such as a carousel). Usually, this plant is stationary, with regular rhythms and long-term production management.
In the case of a ready-mix supplier, a stationary plant allows high daily performance and the ability to meet demand across a large service area.
In the case of major works like medium to large companies or even contractors, the choice depends greatly on the type of project required. A stationary plant is perfect for long-term works such as dams, tunnels, or railways. Likewise, a mobile plant can be very useful in all cases that require quick installation and fast production: having a plant available within one’s fleet to use at the right moment helps recover the costs of a potentially higher initial investment.
The Simem Solution: Optimized Plants for Every Need
Simem’s approach has always been to provide customers with winning solutions that reflect the needs and requirements of each project.
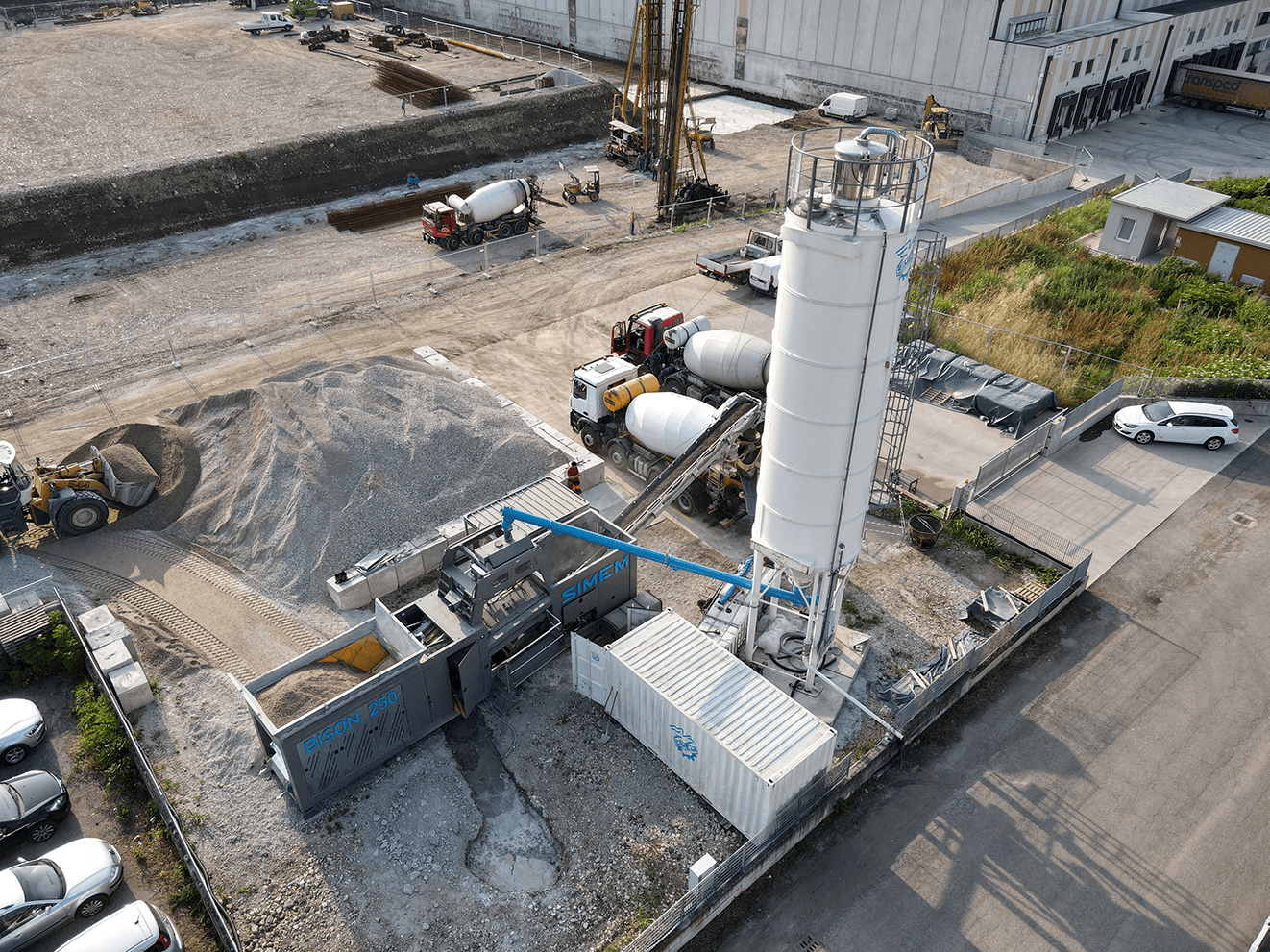
Mobile plants such as MMX or BISON offer high performance and production capacities with a reduced footprint, and their mobility allows them to be used on multiple sites thanks to quick transfer times. Meanwhile, plants like WETBETON become highly customizable solutions that best fit large-scale projects (dams, infrastructure, tunnels) or precast applications requiring continuous production. Plants such as FALCON and EAGLE have a highly reduced spatial impact and are able to cover major applications with high hourly production.
Would you like to know what your next plant could be or receive more information about our specialized solutions? Contact us!